
Продукция



-

Среднечастотная индукционная плавильная печь
-
сопло с расплавленным покрытием
-
Передвижное высокоскоростное оборудование для лазерной наплавки
-

Индукционная закалочная машина
-

ионно – азотистая печь
-

скважинная цементационная печь
-

Индукционная кузнечная печь
-
Лазерное покрытие
-

Порошковый аппарат
-

Лазерная закалочная установка
-

печь с подвижным платформой
-

колодезная печь для закалки и отпуска




печь для азотирования скважины
Основные параметры
| модель | номинальная мощность(кВт) | Температура на номинале(℃) | грузоподъемность
(Kg) |
Потребление мощности при пустом очаге
(Kw) |
Время нагрева при пустом очаге | Равномерность температуры печи |
| RN2-20-6 | 20 | 650 | 160 | ≤7.5 | ≤2.5 | ±5 |
| RN2-30-6 | 30 | 650 | 200 | ≤10 | ≤2.5 | ±5 |
| RN2-45-6 | 45 | 650 | 300 | ≤15 | ≤2.5 | ±5 |
| RN2-60-6 | 60 | 650 | 630 | ≤17 | ≤2.5 | ±5 |
| RN2-75-6 | 75 | 650 | 750 | ≤20 | ≤2.5 | ±5 |
| RN2-90-6 | 90 | 650 | 1450 | ≤25 | ≤3.5 | ±5 |
| RN2-105-6 | 110 | 650 | 1800 | ≤30 | ≤3.5 | ±5 |
| RN2-140-6 | 140 | 650 | 2100 | ≤40 | ≤3.5 | ±5 |
Основные параметры
| проект | unit | 25A | 50A | 75A | 100A |
| Предел глубокого вакуума | Pa | 6.67 | |||
| Скорость роста давления | Pa/min | 0.0133 | |||
| насос для создания вакуума | pc | 2x-4 | 2x-8 | 2x-8 | 2x-8 |
| 2x-4 | 2x-8 | 2x-8 | 2x-15 | ||
| Размеры камеры печи | mm | Φ760*800 | Φ1060*950 | Φ920*1200 | Φ1100*1200 |
| Максимальная площадь нагрева | cm² | 1.25*104 | 2.5*104 | 3.5*104 | 5*104 |
| грузоподъемность | Kg | 600 | 800 | 1000 | 1200 |
| Максимальная температура работы | ℃ | 650 | 650 | 650 | 650 |
| Модель | Номинальная мощность(kw) | Номинальная температура (℃) | Размер камеры печи (mm) | Максимальная грузоподъемность (kg)) | вес(kg) |
| RQ3-25-9 | 25 | 950 | 300*450 | 50 | 1700 |
| RQ3-35-9 | 35 | 950 | 300*600 | 100 | 1850 |
| RQ3-60-9 | 60 | 950 | 450*600 | 150 | 2650 |
| RQ3-75-9 | 75 | 950 | 450*900 | 220 | 2950 |
| RQ3-90-9 | 90 | 950 | 600*900 | 400 | 3700 |
| RQ3-105-9 | 105 | 950 | 600*1200 | 500 | 4100 |
Описание
маркер
печь для азотирования скважины Примечания
Шахтная газовая печь для нитрования используется для газового нитрования деталей из углеродной стали и может также использоваться для газового совместного диффузионного нитрования (мягкого нитрования). Печь состоит из корпуса, футеровки, механизма подъема крышки, герметичного вентилятора, муфели, нагревательных элементов и электрической системы управления. Корпус печи сварен из стальных листов и профилей, а футеровка выполнена из высокопрочных, ультралегких энергосберегающих огнеупорных кирпичей, алюмосиликатных волокон, теплоизоляционных кирпичей из диатомита и асбестовых плит.
Особенности
1. Использование новых энергосберегающих футеровок, быстрое нагревание, низкие тепловые потери и хорошая однородность температуры в печи, что особенно подходит для термообработки валковых деталей;
2. Использование интеллектуальных приборов на основе микропроцессоров для настройки температуры печи в соответствии с технологическими требованиями, автоматическое отслеживание и отображение, возможность управления программой PLC;
3. Множество температур и атмосферное управление, сетевое подключение верхних и нижних микрокомпьютеров, а также использование манипуляторов для достижения автоматического контроля всего процесса, записи и управления производственным цехом с минимальным количеством сотрудников или без них.
связаться с нами
Сопутствующие популярные продукты
Среднечастотная индукционная плавильная печь
Технические параметры индукционного плавильного печи модель МЧ-мощность Напряжение входа МЧ-Напряжение Частота 0.1T 80kw 3ph,380V 750V 2500HZ 0.25T 180kw 3ph,380V 750V 2000HZ 0.35T 200kw 3ph,380V 750V 1500HZ 0.5T 400kw 3ph,380V 1500V 1500HZ 0.75T 600kw 3ph,380V 1500V 1000HZ 1T 700kw 3ph,660V 2400V 800HZ 1.5T 800kw 3ph,660V 2500V 600HZ 2T 1000kw 3ph,660V 2500V 600HZ
Индукционная закалочная машина
пункты LCN-600 LCN-1000 LCN-1200 LCN-1500 LCN-2000 Максимальная длина затухания 600mm 1000mm 1200mm 1500mm 2000mm Диаметр вращения 450mm 600mm Скорость вращения детали 60-450r/min Максимальная нагрузка 100kg 150kg 200kg 300kg 1000kg Скорость затухания спуска 200-3000mm/min 200-4000mm/min Точность позиционирования станочного инструмента 0.1mm Метод контроля CNC Метод эксплуатации Auto & Manual Контроль охлаждения CNC Контроль нагрева CNC Вес станочного инструмента 450kg 900kg 1100kg 1300kg 2000kg
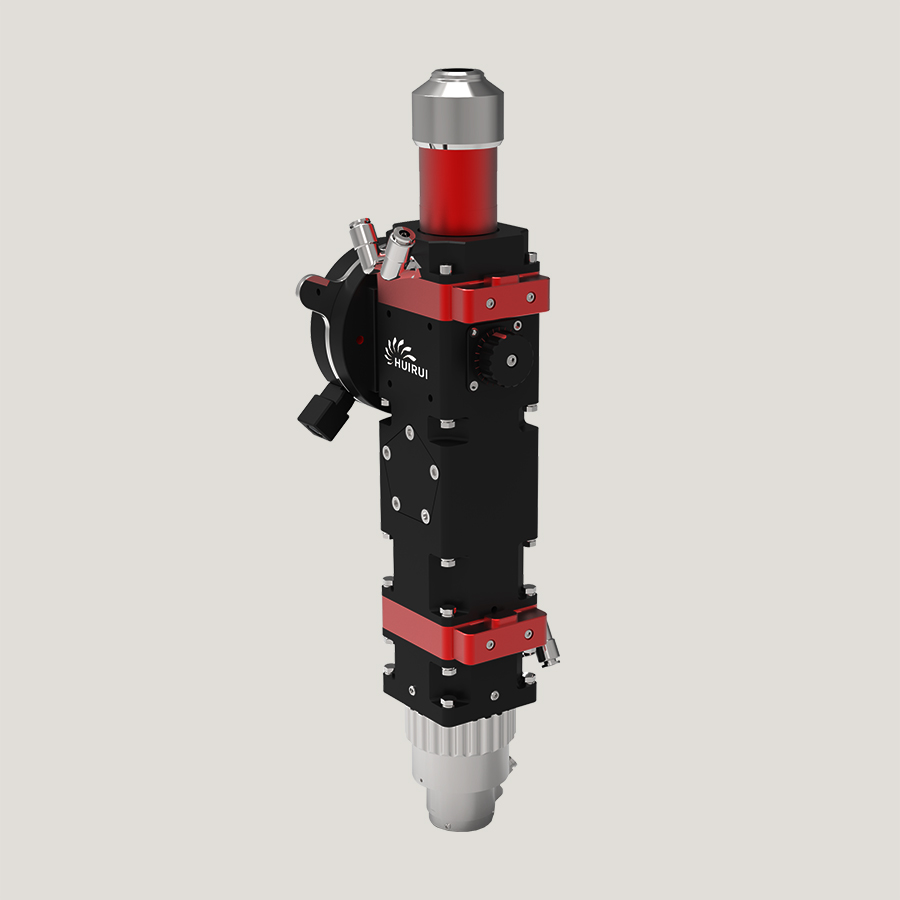
Лазерное покрытие
Наименование оборудования Оборудование для лазерного напыления на мобильной основе в стандартной версии Напряжение питания Трёхфазный, 380 В переменного тока, 50/60 Гц, TN-s Нагрузка на робота 20kg Лазер волоконный лазер Повторяемая точность движения 土0.03mm Лазерная мощность 6000W Количество подачи порошка 0.4-300g/min Структура выполнения движения Шестиосевой робот Размер пятна 2-5mm Объем работы 1756mm Структура сопла Коаксиальный кольцо
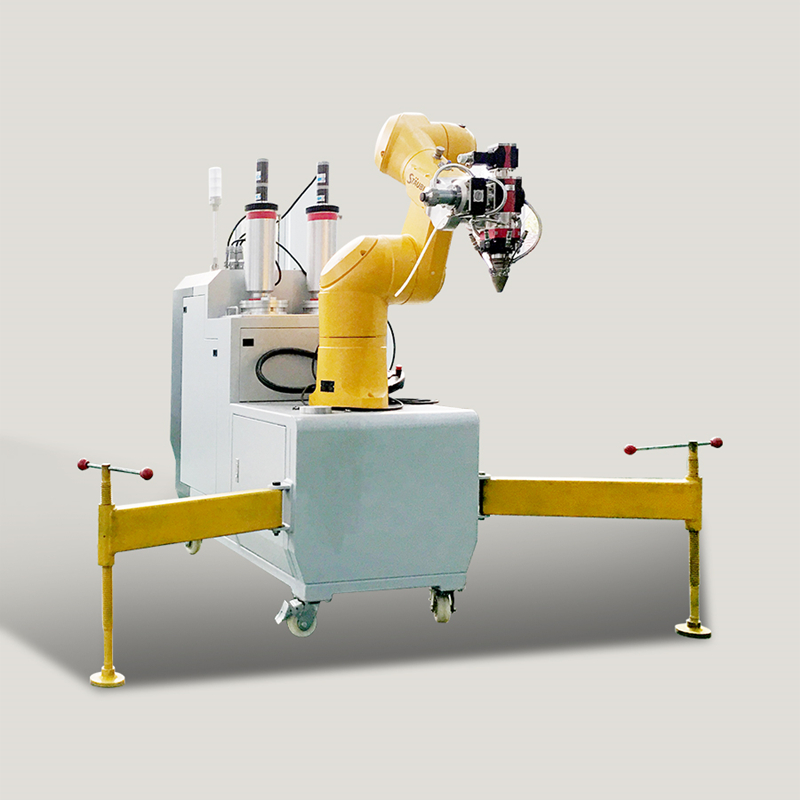
Передвижное высокоскоростное оборудование для лазерной наплавки
Описание оборудования Передвижное оборудование для лазерной наплавки в основном состоит из переднего исполнительного механизма и заднего оборудования. Передний исполнительный механизм состоит из многопосicionного промышленного робота, передвижной тележки и электрической системы управления, устройства подачи порошка, головки лазерной наплавки, сопла для наплавки. Заднее оборудование состоит из высокомощного оптико-волоконного лазера, водяного охладителя, блока электроэнергетического питания, защитного газа. Преимущества оборудования Используя один и тот же робот, можно не только выполнять лазерную наплавку, но и автоматическую обработку шлифовкой роботом для полировки и шлифовки деталей после выполнения наплавки. Для мест ремонта крупного оборудования, особенно для деталей, которые невозможно демонтировать и транспортировать, передвижное оборудование для лазерной наплавки представляет собой практически единственный вариант ремонта. Применение данного оборудования не только решает проблему быстрого оперативного ремонта, необходимую для непрерывной и надежной работы крупных комплектов оборудования в крупных предприятиях, избавляет от процессов демонтажа, транспортировки, ремонта в другом месте, монтажа, уменьшает интенсивность труда рабочих и время ремонта, сокращает время простоя предприятия и позволяет избежать расходов на замену новых деталей и транспортировку. В целом экономический эффект обычно в десятки и даже сотни раз превышает эффект традиционных методов.
Лазерная закалочная установка
робот 6-осьевой робот Кука Лазер 3000-ваттный полупроводниковый лазер Laserline Настройочный диапазон размера пятна головки лазерной затвердевания 3.5mm*3.5mm-21mm*21mm Конфигурация системы Двухцветный инфракрасный термометр ПО закрытой петли контроля температуры от 900 до 1500℃
колодезная печь для закалки и отпуска
Модель Номинальная мощность (kw) Номинальная температура (℃) Размер камеры печи (mm) Максимальная грузоподъемность (kg) Отопительный район RJ2-30-9 30 950 Φ450*850 300 1 RJ2-45-9 45 950 Φ700*900 800 1 RJ2-60-9 60 950 Φ900*1000 1000 1 RJ2-75-9 75 950 Φ900*1300 1300 1 RJ2-90-6 90 950 Φ1000*1500 1600 1 RJ2-105-9 105 950 Φ1200*1600 2000 2 Модель Номинальная мощность (kw) Номинальная температура (℃) Размер камеры печи (mm) Максимальная грузоподъемность (kg) Вес (kg) RJ2-25-6 25 650 Φ400*500 150 1380 RJ2-36-6 36 650 Φ500*650 280 1400 RJ2-55-6 55 650 Φ700*950 400 1920 RJ2-75-6 75 650 Φ950*1200 1000 3000 RJ2-90-6 90 650 Φ1200*1600 2500 3800 RJ2-120-6 120 650 Φ1000*2000 2800 4500 RJ2-150-6 150 650 Φ1000*2400 4500 5300
Порошковый аппарат
Наименование оборудования Оборудование для лазерного напыления на мобильной основе в стандартной версии Напряжение питания Трёхфазный, 380 В переменного тока, 50/60 Гц, TN-s Нагрузка на робота 20kg Лазер волоконный лазер Повторяемая точность движения 土0.03mm Лазерная мощность 6000W Количество подачи порошка 0.4-300g/min Структура выполнения движения Шестиосевой робот Размер пятна 2-5mm Объем работы 1756mm Структура сопла Коаксиальный кольцо
скважинная цементационная печь
предмет единица RQ3-25-9D RQ3-35-9D RQ3-60-9D RQ3-75-9D RQ3-90-9D RQ3-105-9D RQ3-270-9D номинальная мощность KW 25 35 60 75 90 105 270 номинальное напряжение V 380 380 380 380 380 380 380 частота Hz 50 50 50 50 50 50 50 зона нагрева pc 1 1 2 2 2 2 2 диаметр печи Mm φ300 φ300 Φ450 φ450 φ600 φ600 φ1600 глубина печи Mm 450 600 600 900 900 1200 1800 грузоподъемность Kg 60 100 150 220 300 400 500 размер длина Mm 1590 1800 1840 2000 2700 2000 2900 ширина Mm 1410 1380 1570 1570 1720 1800 2600 высота Mm 2070 2240 2410 2630 2630 3160 3750 вес Kg 1660 1840 2630 2900 3700 4100 about10000
печь с подвижным платформой
модель Номинальная мощность Напряжение Номинальная температура Область нагрева Размеры камеры печи IRIS-45 45kw 380V 1200℃(Max) 1 1500*1000*600 mm IRIS-60 60kw 380V 1200℃(Max) 1 1200*600*500 mm IRIS-75 75KW 380V 1200℃(Max) 1 1500*800*600 mm IRIS-90 90KW 380V 1200℃(Max) 1 1800*900*650 mm IRIS-105 105KW 380V 1200℃(Max) 1/2 1800*950*650 mm IRIS-120 120KW 380V 1200℃(Max) 1/2 2000*1000*1000 mm IRIS-135 135KW 380V 1200℃(Max) 1/2 2100*1200*800 mm IRIS-150 150kw 380V 1200℃(Max) 1/2 2200*1000*1000 mm IRIS-180 180KW 380V 1200℃(Max) 1/2 2400*1200*800 mm
ионно – азотистая печь
Basic parameters модель Номинальная мощность(Kw) Номинальная температура (℃) грузоподъемность (Kg) Износ пустой печи (Kw) Время нагрева пустой печи. Равномерность температуры печи RN2-20-6 20 650 160 ≤7.5 ≤2.5 ±5 RN2-30-6 30 650 200 ≤10 ≤2.5 ±5 RN2-45-6 45 650 300 ≤15 ≤2.5 ±5 RN2-60-6 60 650 630 ≤17 ≤2.5 ±5 RN2-75-6 75 650 750 ≤20 ≤2.5 ±5 RN2-90-6 90 650 1450 ≤25 ≤3.5 ±5 RN2-105-6 110 650 1800 ≤30 ≤3.5 ±5 RN2-140-6 140 650 2100 ≤40 ≤3.5 ±5 Основные параметры ионной азотной печи Основные параметры проект unit 25A 50A 75A 100A абсолютный вакуум Pa 6.67 Скорость роста давления Pa/min 0.0133 вакуум – насос pc 2x-4 2x-8 2x-8 2x-8 2x-4 2x-8 2x-8 2x-15 Размер печной камеры mm Φ760*800 Φ1060*950 Φ920*1200 Φ1100*1200 Максимальная площадь нагрева cm² 1.25*104 2.5*104 3.5*104 5*104 грузоподъемность Kg 600 800 1000 1200 Максимальная температура работы ℃ 650 650 650 650 проект единица 25A 50A 75A 100A Абсолютный вакуум Pa 6.67 Скорость возрастания давления Pa/min 0.0133 вакуумный насос pc 2x-4 2x-8 2x-8 2x-8 2x-4 2x-8 2x-8 2x-15 Размер камеры печи mm Φ760*800 Φ1060*950 Φ920*1200 Φ1100*1200 Максимальная площадь нагрева cm² 1.25*104 2.5*104 3.5*104 5*104 грузоподъемность Kg 600 800 1000 1200 Максимальная температура эксплуатации ℃ 650 650 650
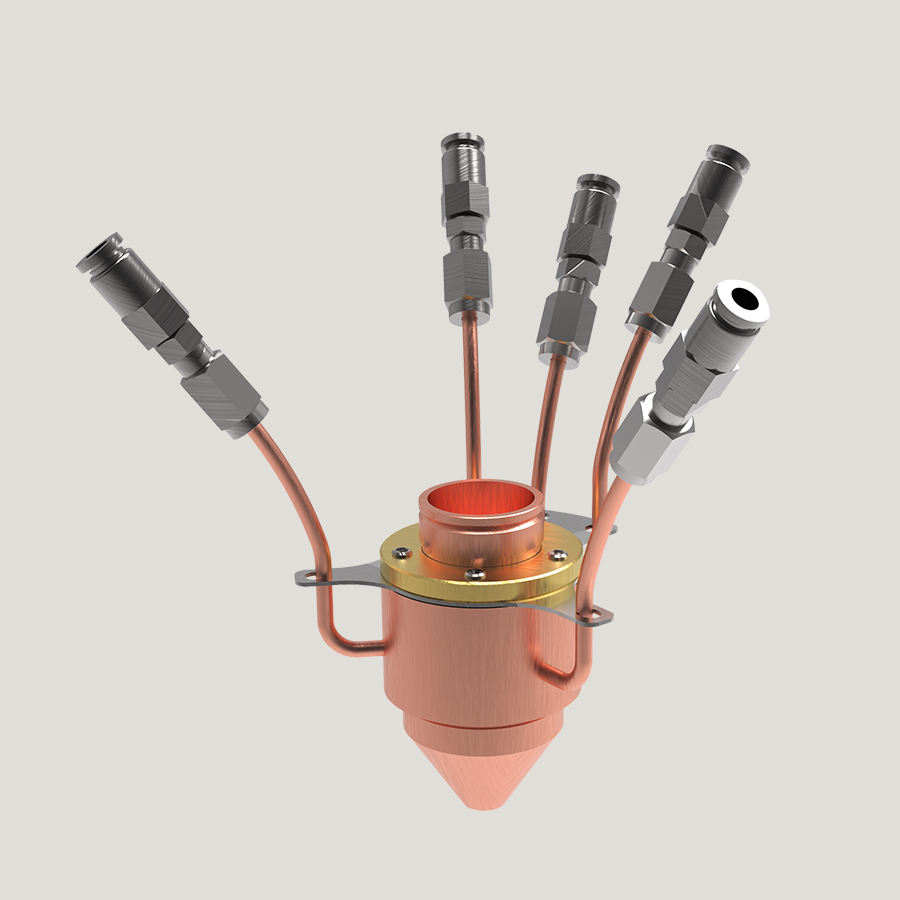
сопло с расплавленным покрытием
Наименование оборудования Оборудование для лазерного напыления на мобильной основе в стандартной версии Напряжение питания Трёхфазный, 380 В переменного тока, 50/60 Гц, TN-s Нагрузка на робота 20kg Лазер волоконный лазер Повторяемая точность движения 土0.03mm Лазерная мощность 6000W Количество подачи порошка 0.4-300g/min Структура выполнения движения Шестиосевой робот Размер пятна 2-5mm Объем работы 1756mm Структура сопла Коаксиальный кольцо
Индукционная кузнечная печь
Спецификация и Технические параметры модель МЧ-мощность Напряжение входа Постоянный ток МЧ-частота GTR-200 200kw 3ph,380V 400A 2-10KHZ GTR-300 300kw 3ph,380V 600A 2-10KHZ GTR-400 400kw 3ph,380V 800A 2-10KHZ GTR-500 500kw 3ph,380V 1000A 2-10KHZ GTR-800 800kw 3ph,380V 1600A 2-10KHZ GTR-1000 1000kw 3ph,380V 2000A 2-10KHZ GTR-1500 1500kw 3ph,660V 3000A 2-10KHZ GTR-2000 2000kw 3ph,660V 4000A 2-10KHZ